CAB3SS dient zur Schneidmaschinenansteuerung von Perfecta Schneidmaschinen mit einer L.O.S.-Schnittstelle. CAB3SS liest Daten von L.O.S. Aufträgen und überträgt diese umgerechnet über eine serielle Schnittstelle an die Perfecta Schneidmaschine.
HBBS ist ein CAB Programm und benötigt das Windows 16-Bit oder 32-Bit API, läuft also ab Windows 2.11 bis Windows /XP. Netzwerk und Barcodeleser werden unterstützt.
Dieses Softwareprogramm dient ausschließlich zur Ansteuerung von uns freigegebenen Perfecta Schneidemaschinen mit LTK und CAB Datensätzen, die mit den entsprechenden Programmen erstellt worden sind. Dieses Softwareprogramm darf auf keinen Fall für einen anderen Zweck als dem oben Beschriebenen eingesetzt werden.
WARNUNG !!!
Durch die Benutzung dieser Software wird der Sattel der Schneidemaschine automatisch positioniert.
Für irgendwelche Folgen dieses Verhaltens wird ausdrücklich keine Haftung übernommen.
Der Update erfolgt durch Kopieren oder Bearbeiten der Dateien im Programmordner, eine weitere Installation ist nicht notwendig. Bei allen Veränderungen oder Updates ist unbedingt zuvor eine Sicherheitskopie des Programmordners anzulegen!
Alle CAB-Programme werden üblicherweise im gleichen Verzeichnis (z.B. C:\PRG\CAB) installiert und teilen sich alle Konfigurations- und Einstelldaten. Die zentrale Konfigurationsdatei heißt CAB.INI und ist wie folgt aufgebaut:
[StartUp] DataPath=Y:\LOSDATA ; zeigt auf die im LOS System üblichen Font- (*.BFB), Einband- (*.BSF) und Farbdateien (*.BST) ; hinzu kommen die CAB Dateien (*.BSM, *.BSC) CoverMaterials=einband.bsf ; zeigt auf die Datei mit den Einbanddaten des zu verwendenden Decken-Produktionszentrums TextColors=textfarb.bst ; zeigt auf die Datei mit den Prägefarben des zu verwendenden Decken-Produktionszentrums FontExtension=*.bfb ; muß immer diesen Wert haben DiskPath=a:\los ; muß immer diesen Wert haben StandardConfiguration=standard ; zeigt auf die Datei mit der zu verwendenden Configuration WorkDir=C:\TMP\CAB ; zeigt auf ein temporäres Verzeichnis, zur freien Verfügung von CAB Programmen ; dieses Verzeichnis muß existieren, bzw. notfalls per hand erstellt werden BtrieveDir=U:\BTRIEVE ; zeigt auf das Verzeichnis, in dem die BTRIEVE Datenbanken des LOS Systemes ; liegen
Ist diese Datei CAB.INI nicht vorhanden, kopieren Sie sich den obigen Ausschnitt und passen die Werte auf Ihr System an.
Bei manchen Windowsinstallationen kann es sein, daß beim Aufruf eines CAB-Programmes das Fehlen eines der folgenden DLLs moniert wird, diese können hier heruntergeladen werden und müssen dann, aber nur dann!, ins Windows-System-Verzeichnis kopiert werden.
Das ausführbare Programm CAB3SS.EXE ist in das CAB-Verzeichnis (z.B. C:\PRG\CAB) zu kopieren. Die oben genannte CAB-Installation ist vorher auszuführen, Programmeinstellung werden in der Konfigurationsdatei CAB3SS.INI durchgeführt:
[Adapt] DateiExtension=LTK ; muß so eingestellt bleiben AuftragsPfad=S:\AUFTRAG ; Der Auftragspfad ist auf den gleichen Pfad einzustellen, auf den das ; LITTEL oder CAB Programm zugreift [Schneidemaschine] RueckWaerts=0 ; Je nach gewünschter Verarbeitungsweise kann ein kompletter Auftrag von vorne oder von hinten bearbeitet werden. ; Dieses hängt von Ihrer persönlichen Auftragsweise ab. Im Ansteuerformular wird der jeweilige Werte ; standardmäßig eingestellt. Wenn Sie anders arbeiten als der voreingestellte Fall, so können Sie hier 0 ; (für Verarbeitung von vorne) oder 1 (für Verarbeitung von hinten) eintragen, so daß Sie nicht jedesmal ; die Arbeitsweise neu einstellen müssen. Schnittstelle=COM2: ; Gibt die PC-Schnittstelle an, an der die Schneidemaschine hängt. Im Normallfall ist dieses COM2: ; (Der Doppelpunkt hinter der Angabe der Schnittstelle ist wichtig) ; Unter manchen Windowsversionen (98 und /XP) kann COM1: nicht genutzt werden Initialisierung=9600,e,8,1 ; Die jeweiligen Schneidemaschinen fahren feste Werte bei der Schnittstelleninitialisierung (Standardmäßig ; früher 300 Baud, jetzt 9600 Baud, even Parity, 2 Stopbits, 8 Datenbits). In späteren Versionen der ; Schneidemaschine kann dieses vom Hersteller geändert worden sein. HardwareHandshake=1 ; Hier kann bestimmt werden, welches Protokoll bei der Ansteuerung der Schneidemaschine gefahren wird. ; Historisch bedingt wird ohne Protokoll gefahren, bei neueren Schneidmaschinen sollte ; hier das Hardwarehandshake-Protokoll eingeschaltet werden Abfragezeit=200 ; Es kann sein, daß die Schneidemaschine zu bestimmten Zeiten nicht auf ein externes Kommando reagieren kann ; und dementsprechend keine Bestätigung schickt. Die Ansteuerung sendet darauf hin, nach der hier angegebenen ; Zeit in MilliSekunden (Standard 200 MilliSekunden) das Kommando noch einmal. Wird das Kommando nach dem ; dritten Versuch nicht positiv bestätigt, wird aus der Kommunikation mit der Schneidemaschine ausgestiegen. AktivesSchnittFertigSignal=0 ; Wenn Ihre Schneidemaschine noch nicht mit einem aktiv gesendeten SchnittFertigSignal ausgerüstet ist, ; so steht in diesem Parameter eine 0, ansonsten eine 1. WartenNachSchnittNichtFertigSig=1000 ; Wenn Ihre Schneidemaschine noch nicht mit einem aktiv gesendeten SchnittFertigSignal ausgerüstet ist, ; so muß dieses Programm die Schneidemaschine laufend abfragen, ob der eingestellte Schnitt nun vom ; Bediener durchgeführt wurde. Die Zeit, nach der diese Abfrage laufend wiederholt wird, wird hier ; in MilliSekunden eingestellt. Soll also jede Sekunde eine Anfrage stattfinden, so steht hier 1000. ; Bei höheren Werten wird die Belastung des Systemes verrringert, aber die Zeit, bis eine neue ; Position eingestellt wird, wird größer. BarcodeRefreshZeit=2000 ; Nach dem Positionieren wird der komplette Bildschirm der Schneidemaschine gelöscht und der zuvor ; angezeigte Barcode nicht mehr upgedatet. Nach der Positionierung sendet die Ansteuerung nach dieser ; Zeit in Millisekunden (Standard 2000 Millisekunden) den Barcode noch einmal.
Ist diese Datei CAB3SS.INI nicht vorhanden, kopieren Sie sich den obigen Ausschnitt und passen die Werte auf Ihr System an.
Je nach Schneidmaschine ist diese ein DTU (selbst Master) oder DCU (Slave), der PC ist immer Master. Bei Master/Slave kann ein 1:1 Kabel verwendet werden, bei Master/Master (bei neueren Maschinen wahrscheinlich) muß ein Kreuzkabel (2/3, 4/5, 6/20) verwendet werden.
Alle Möglichkeiten hier aufzuzählen, würde den Rahmen sprengen, aber jeder EDV-Mann sollte die Pinbelegung durch Messung herausbekommen können, immer häufiger ist die Schnittstelle der Schneidmaschine auch dokumentiert, PC-Schnittstellenbelegung dürfte klar sein.
Standardeinstellung der seriellen Schnittstelle ist 9600,e,8,1. Mit jedem Terminalprogramm kann dann die Schnittstelle getestet werden. Auf das Kommando "IN[CR][LF]" muß die Schneidmaschine mit "OK[CR][LF]" antworten. (Das Terminalprogramm muß auf die richtige Schnittstelle, Handshakeverfahren, CR/LF Emulation und Baudrate eingestellt werden)

Folgende Menupunkte stehen zur Verfügung:
Der gewünschte LOS Auftrag wird wie folgt ausgewählt:
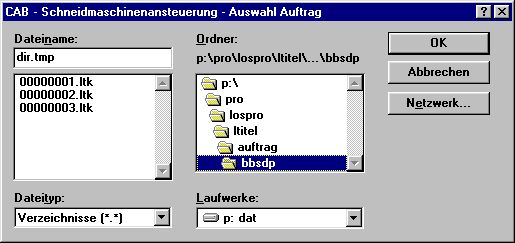
Ein Auftrag wird in ein temoräres Verzeichnis kopiert, dort nach Benutzerwunsch sortiert und dann der Reihe nach beschnitten.
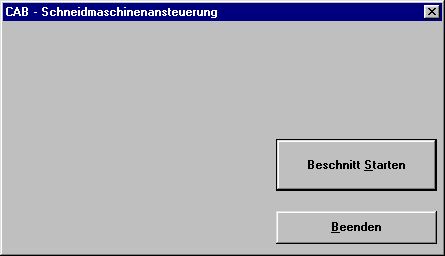
Nach der Auftragswahl wird die Schneidmaschine mit "Beschnitt starten" initialisiert.
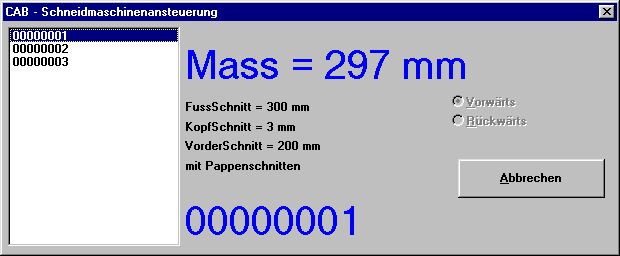
Die gewünschte Barcodenummer wird eingegeben und die Sattelpositionierung der Schneidmaschine startet.
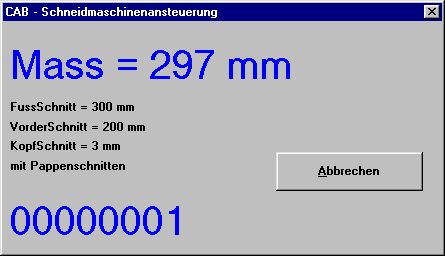
Die einzelnen Schnittmaße werden an die Schneidmaschine weitergeleitet.
Sollte der Fall auftreten, in dem überhaupts nicht mehr geht, alles spinnt, eine eindeutige Fehlerursache oder Fehlerbeschreibung ist nicht möglich, dann schalten Sie bitte die Schneidemaschine und den Kommunikatikonsrechner aus.
Bei ausgeschaltetem Kommunikationsrechner starten Sie die Schneidemaschine und überprüfen, ob sich diese wie gewohnt verhält. Ist das nicht der Fall, so ist hier der Wartungsdienst des Schneidmaschinenherstellers gefragt, bitte wenden Sie sich an diesen. Wenn der Wartungsdienst der Schneidemachine nicht glaubt, daß es an seiner Maschine liegt, so zieht er das verbindende Schnittstellenkabel an seiner Maschine ab. Nun ist die Maschine vollkommen frei und er kann sich nicht mehr auf "komplexe" oder "Systemfehler" herausreden. Bei Schneidemaschinen vom Hersteller Perfecta ist dieses Verhalten sehr unwahrscheinlich, der Wartungsdienst weiß von der Ansteuerung und diese ist im Haus Perfecta mit entwickelt worden. Dieser Wartungsdienst und dieser Hersteller kann Ihnen aufgrund seiner bewiesenen Kompetenz sicher weiterhelfen.
Andere Hersteller reagieren etwas eigener. Lassen Sie sich nicht mit allen möglichen Argumenten abspeisen, wenn an der Schneidemaschine kein Schnittstellenkabel mehr vorhanden ist, so muß diese richtig funktionieren.
Wenn Ihr SchneidemaschinenAnsteuerungsSystem bei ausgeschaltetem KommunikationsRechner und/oder abgezogenem Schnittstellenkabel richtig funktioniert, aber per Ansteuerungssoftware nicht, dann wenden Sie sich bitte an uns. Bitte teilen Sie uns auch mit, ob in der letzten Zeit irgendwelche Änderungen an der Schneidemaschine vorgenommen wurden (z. B. bedingt eine neue Systemsoftware in der Schneidemaschine Softwareanpassungen an der Ansteuerungssoftware).
Auf Wunsch können beliebige Schnittfolgen implementiert werden, z.B. mit Pappenschnitt oder Ausschnitt aus Bogen.
Eine Demoversion mit totgelegter serieller Schnittstelle kann hier heruntergeladen werden, alle anderen Funktionen entsprechen der Vollversion, evtl. Konfigurationsänderungen werden übernommen.